



以下的螺旋管专注细节使用放心视频将带您深入了解产品的每一个细节,让您对其优点和特点一目了然。几十秒就能了解产品魅力。
以下是:螺旋管专注细节使用放心的图文介绍
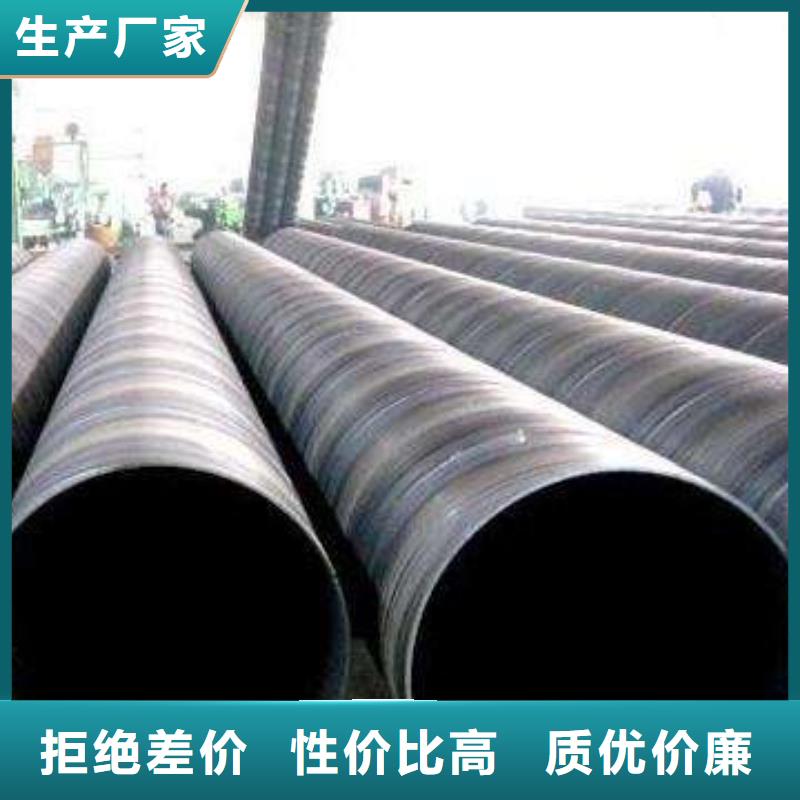
产品特点图

在将管坯的两个边缘加热到焊接温度之后,在压辊的挤压下,形成普通的金属颗粒,使其渗透并结晶,从而后面形成牢固的焊缝。 如果螺旋管的按压力过小,则共晶数变少,焊接金属的强度降低,施加该力后会产生裂纹。 如果按压力太大,熔融金属会从焊缝中挤出。 不仅降低了焊接强度,而且产生了大量的内部和外部毛刺,甚至引起诸如焊缝的缺陷。
使用螺旋钢管的质量要求:立管的垂直安装每米应小于3毫米,水平安装应小于1毫米。支管不得在焊缝处焊接,应避免在弯头处焊缝。焊缝要求平直,焊缝饱满,并且焊缝表面没有烧伤或开裂。

适用范围


聚力群达金属材料(龙安区分公司)坐落于 热镀锌圆管基地安阳龙安,公司领导团队由多位从业 热镀锌圆管行业十几年的精英组建而成,应允时代的需求打造了一家针对 热镀锌圆管专业研发、设计、生产、销售、安装为一体综合性企业。




为什么选择我们

螺旋管是以螺旋钢卷为原料制成的螺旋焊缝钢管,其经常被加热和挤压,并通过自动双丝双面埋弧焊工艺进行焊接。 螺旋钢管将带钢送入焊接管单元。 在经过多辊轧制后,将带材逐渐卷成具有开口间隙的圆形管坯。 调整压辊的缩径以将焊接间隙控制在1?3mm,并使焊点的末端平齐。
焊接加工
1.如果间隙太大,则邻近效应会降低,涡流热会不足,焊缝晶间接头会变质且未熔合或破裂。
2.如果间隙太小,则邻近效应会增加,焊接热会太大,焊缝会烧焦; 否则将压制和轧制焊缝以形成深坑,这会影响焊缝的表面质量。

